

【乐虎集团的官方网站
】摘要:2020年9月19日我司(杰利阳)乌审旗售后中心收到用户信息,让我司派遣人员前往山西沁水站现场检查3#机组对中及曲轴间隙。在此之前,3#机组由江汉三机厂售后团队使用百分表对机组进行对中,之后三机厂售后向用户提交“沁水站3#往复式机组联轴器同轴度超差维修方案”,主要是论述联轴器对中数据严重超差,要将nianxiangyuan
曲轴拆卸检查。用户对此持否定意见,于是邀请我司协助检查联轴器对中超差问题,9月20日杰利阳售后人员准备激光对中仪、塞尺、曲轴变形表、磁力表座等专用工具,立即开车前往沁水现场。现将机组信息、曲轴间隙检查过程、对中调整过程、对中结果做以整理。
文/张安斌
引言
山西沁水站3#nianxiangyuan
为对称平衡往复活塞式天然气nianxiangyuan
组。该机组型号为4RDSB-1/ET800 W6,由中石化江汉三机厂配套成撬;nianxiangyuan
主机由江汉三机厂制造,出厂日期2009年4月11日;三相异步电动机由佳木斯制造,出厂日期2011年2月。截止2020年9月21日,该机组已累计运转 22442小时,2020年9月7日至13日由江汉三机厂售后团队完成8000小时保养。机组铭牌信息和整体图片如下:
 1. nianxiangyuan
主轴与主轴瓦间隙、对中数据检查
9月22日,打开nianxiangyuan
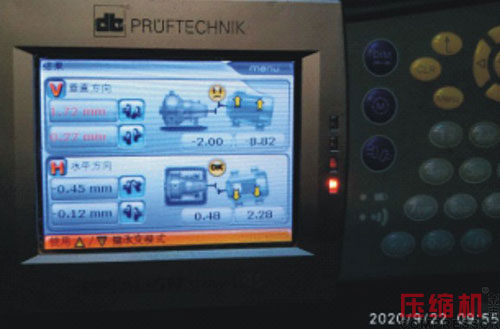
曲轴箱盖用塞尺检查2#和3#主轴瓦间隙,都可以用0.20mm塞尺通过(标准数据范围:0.18mm-0.25mm);然后用激光对中仪检查机组对中情况,对中数据如下图:数据远超出标准范围值(轴向偏差小于0.12mm,径向偏差小于0.15mm),垂直方向:角偏1.72mm,轴向偏0.27mm;水平方向:角偏-0.45mm,轴向偏-0.12mm。
1. nianxiangyuan
主轴与主轴瓦间隙、对中数据检查
9月22日,打开nianxiangyuan
曲轴箱盖用塞尺检查2#和3#主轴瓦间隙,都可以用0.20mm塞尺通过(标准数据范围:0.18mm-0.25mm);然后用激光对中仪检查机组对中情况,对中数据如下图:数据远超出标准范围值(轴向偏差小于0.12mm,径向偏差小于0.15mm),垂直方向:角偏1.72mm,轴向偏0.27mm;水平方向:角偏-0.45mm,轴向偏-0.12mm。

 2.排查机组对中是否会导致nianxiangyuan
主轴与主轴瓦间隙变小的问题
松开主电机地脚螺栓螺母,用顶丝调整主电机地脚高低,在调整过程中同时检查主轴瓦间隙,当调整电机前端顶丝时,测量主轴瓦间隙的确有变化,逐渐变小,开始0.15mm、最后0.10mm;当调整电机后端(联轴器端)顶丝时直至对中数据在范围内,再次测量主轴瓦间隙,主轴瓦间隙数据正常,塞尺0.20mm可以通过。当时顶丝调整的对中数据如下图:垂直方向:角偏0.11mm,轴向偏0.01mm;水平方向:角偏0.01mm,轴向偏0.06mm。
2.排查机组对中是否会导致nianxiangyuan
主轴与主轴瓦间隙变小的问题
松开主电机地脚螺栓螺母,用顶丝调整主电机地脚高低,在调整过程中同时检查主轴瓦间隙,当调整电机前端顶丝时,测量主轴瓦间隙的确有变化,逐渐变小,开始0.15mm、最后0.10mm;当调整电机后端(联轴器端)顶丝时直至对中数据在范围内,再次测量主轴瓦间隙,主轴瓦间隙数据正常,塞尺0.20mm可以通过。当时顶丝调整的对中数据如下图:垂直方向:角偏0.11mm,轴向偏0.01mm;水平方向:角偏0.01mm,轴向偏0.06mm。
 结论:当主电机与nianxiangyuan
曲轴的对中数据在范围内,其不会影响nianxiangyuan
主轴瓦间隙的变化。
3.调整机组对中
调整过程如下:
1.撤出原装所有的地脚螺栓位置处的垫片。
2.清理垫片上的固体物质、油漆和尘土,清理环氧树脂灌浆层面上的固体物质、油漆和尘土。
3.检查垫片的平整度和光洁度,用剪刀截取不平整的垫片。
4.给每个地脚位置垫合适厚度的垫片,由于电机有8个地脚螺栓,先垫最前端和最后端四个位置。
5.用塞尺检查每个地脚处的厚度并做记录,用游标卡尺测量每个地脚位置所赛的垫片并做记录。
6.松动每个地脚的顶丝然后检查对中,重复加减垫片调整垂直方向角偏和轴向偏差,直至对中数据达标。
7.检查nianxiangyuan
曲轴串动量,测量的串动量数据为0.75mm,图片如下:
结论:当主电机与nianxiangyuan
曲轴的对中数据在范围内,其不会影响nianxiangyuan
主轴瓦间隙的变化。
3.调整机组对中
调整过程如下:
1.撤出原装所有的地脚螺栓位置处的垫片。
2.清理垫片上的固体物质、油漆和尘土,清理环氧树脂灌浆层面上的固体物质、油漆和尘土。
3.检查垫片的平整度和光洁度,用剪刀截取不平整的垫片。
4.给每个地脚位置垫合适厚度的垫片,由于电机有8个地脚螺栓,先垫最前端和最后端四个位置。
5.用塞尺检查每个地脚处的厚度并做记录,用游标卡尺测量每个地脚位置所赛的垫片并做记录。
6.松动每个地脚的顶丝然后检查对中,重复加减垫片调整垂直方向角偏和轴向偏差,直至对中数据达标。
7.检查nianxiangyuan
曲轴串动量,测量的串动量数据为0.75mm,图片如下:
 8.紧固每个地脚螺栓螺母,用百分表检查每个角的软脚数据(要求范围:小于0.05mm)。图片如下:
8.紧固每个地脚螺栓螺母,用百分表检查每个角的软脚数据(要求范围:小于0.05mm)。图片如下:
 9.注:面对主电机风扇,风扇端为前,联轴器端为后,分为前左、前右、后左、后右四个位置。
10.给电机中间四个地脚螺栓位置垫合适垫片。
11.检查对中、复查主轴瓦间隙。
12.松开所有地脚,调整中间个地脚的垫片,检查对中并调整水平偏差。
13.紧固所有地脚螺栓螺母,检查对中,复查主轴瓦间隙。最终对中数据如下:
9.注:面对主电机风扇,风扇端为前,联轴器端为后,分为前左、前右、后左、后右四个位置。
10.给电机中间四个地脚螺栓位置垫合适垫片。
11.检查对中、复查主轴瓦间隙。
12.松开所有地脚,调整中间个地脚的垫片,检查对中并调整水平偏差。
13.紧固所有地脚螺栓螺母,检查对中,复查主轴瓦间隙。最终对中数据如下:

 垂直方向:角偏-0.01mm,轴向偏-0.10mm;水平方向:角偏-0.05mm,轴向偏-0.02mm。
14.对中数据和主轴瓦间隙达标后,安装联轴器护罩,安装曲轴箱盖。
注:对中数据达标后,检查主轴瓦间隙、曲轴窜动量,三机厂人员9月23日上午到场见证。
结束语
使用百分表对大型往复式nianxiangyuan
联轴器对中,受百分表架挠性及盘车过程中振动等因素影响联轴器对中精度,对此建议使用高精度激光对中仪对中,以此保障机组安全可靠运行和提高个人的工作效率。
垂直方向:角偏-0.01mm,轴向偏-0.10mm;水平方向:角偏-0.05mm,轴向偏-0.02mm。
14.对中数据和主轴瓦间隙达标后,安装联轴器护罩,安装曲轴箱盖。
注:对中数据达标后,检查主轴瓦间隙、曲轴窜动量,三机厂人员9月23日上午到场见证。
结束语
使用百分表对大型往复式nianxiangyuan
联轴器对中,受百分表架挠性及盘车过程中振动等因素影响联轴器对中精度,对此建议使用高精度激光对中仪对中,以此保障机组安全可靠运行和提高个人的工作效率。
来源:本站原创
文/张安斌
引言
山西沁水站3#nianxiangyuan
为对称平衡往复活塞式天然气nianxiangyuan
组。该机组型号为4RDSB-1/ET800 W6,由中石化江汉三机厂配套成撬;nianxiangyuan
主机由江汉三机厂制造,出厂日期2009年4月11日;三相异步电动机由佳木斯制造,出厂日期2011年2月。截止2020年9月21日,该机组已累计运转 22442小时,2020年9月7日至13日由江汉三机厂售后团队完成8000小时保养。机组铭牌信息和整体图片如下:
1. nianxiangyuan
主轴与主轴瓦间隙、对中数据检查
9月22日,打开nianxiangyuan
曲轴箱盖用塞尺检查2#和3#主轴瓦间隙,都可以用0.20mm塞尺通过(标准数据范围:0.18mm-0.25mm);然后用激光对中仪检查机组对中情况,对中数据如下图:数据远超出标准范围值(轴向偏差小于0.12mm,径向偏差小于0.15mm),垂直方向:角偏1.72mm,轴向偏0.27mm;水平方向:角偏-0.45mm,轴向偏-0.12mm。
2.排查机组对中是否会导致nianxiangyuan
主轴与主轴瓦间隙变小的问题
松开主电机地脚螺栓螺母,用顶丝调整主电机地脚高低,在调整过程中同时检查主轴瓦间隙,当调整电机前端顶丝时,测量主轴瓦间隙的确有变化,逐渐变小,开始0.15mm、最后0.10mm;当调整电机后端(联轴器端)顶丝时直至对中数据在范围内,再次测量主轴瓦间隙,主轴瓦间隙数据正常,塞尺0.20mm可以通过。当时顶丝调整的对中数据如下图:垂直方向:角偏0.11mm,轴向偏0.01mm;水平方向:角偏0.01mm,轴向偏0.06mm。
结论:当主电机与nianxiangyuan
曲轴的对中数据在范围内,其不会影响nianxiangyuan
主轴瓦间隙的变化。
3.调整机组对中
调整过程如下:
1.撤出原装所有的地脚螺栓位置处的垫片。
2.清理垫片上的固体物质、油漆和尘土,清理环氧树脂灌浆层面上的固体物质、油漆和尘土。
3.检查垫片的平整度和光洁度,用剪刀截取不平整的垫片。
4.给每个地脚位置垫合适厚度的垫片,由于电机有8个地脚螺栓,先垫最前端和最后端四个位置。
5.用塞尺检查每个地脚处的厚度并做记录,用游标卡尺测量每个地脚位置所赛的垫片并做记录。
6.松动每个地脚的顶丝然后检查对中,重复加减垫片调整垂直方向角偏和轴向偏差,直至对中数据达标。
7.检查nianxiangyuan
曲轴串动量,测量的串动量数据为0.75mm,图片如下:
8.紧固每个地脚螺栓螺母,用百分表检查每个角的软脚数据(要求范围:小于0.05mm)。图片如下:
9.注:面对主电机风扇,风扇端为前,联轴器端为后,分为前左、前右、后左、后右四个位置。
10.给电机中间四个地脚螺栓位置垫合适垫片。
11.检查对中、复查主轴瓦间隙。
12.松开所有地脚,调整中间个地脚的垫片,检查对中并调整水平偏差。
13.紧固所有地脚螺栓螺母,检查对中,复查主轴瓦间隙。最终对中数据如下:
垂直方向:角偏-0.01mm,轴向偏-0.10mm;水平方向:角偏-0.05mm,轴向偏-0.02mm。
14.对中数据和主轴瓦间隙达标后,安装联轴器护罩,安装曲轴箱盖。
注:对中数据达标后,检查主轴瓦间隙、曲轴窜动量,三机厂人员9月23日上午到场见证。
结束语
使用百分表对大型往复式nianxiangyuan
联轴器对中,受百分表架挠性及盘车过程中振动等因素影响联轴器对中精度,对此建议使用高精度激光对中仪对中,以此保障机组安全可靠运行和提高个人的工作效率。
来源:本站原创

网友评论
条评论
最新评论